|
|
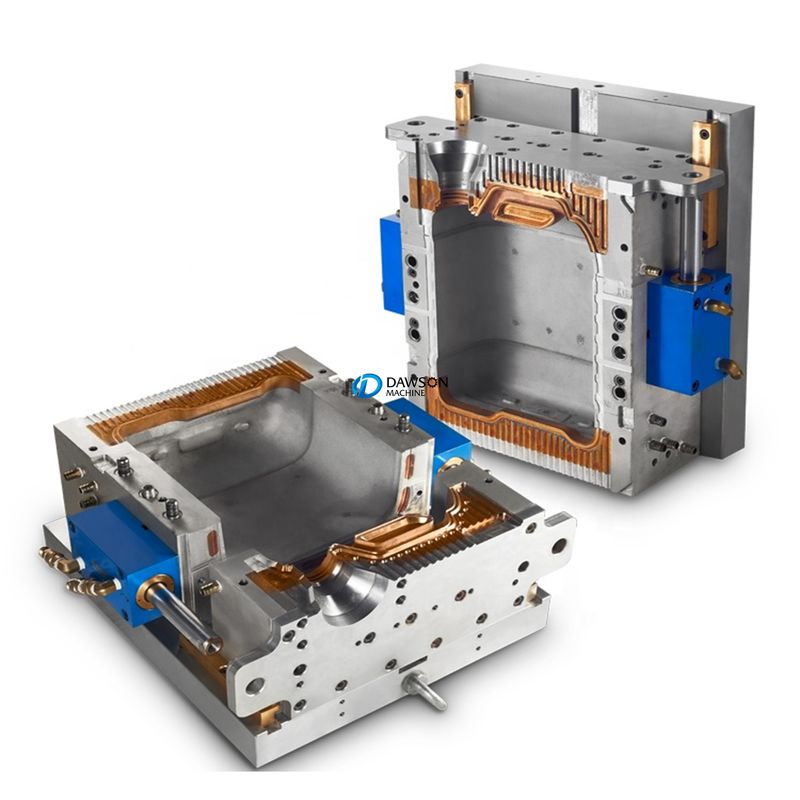
| نام تجاری: | Dawson |
| شماره مدل: | DSBM-1 |
| MOQ: | 1 مجموعه |
| قیمت: | US $2,000/Set |
| زمان تحویل: | 35-45 روز کاری |
| شرایط پرداخت: | L/C، T/T |
نکات کلیدی کنترل فرآیند قالب گیری
1) برای قالب دادن ضربه با اکستروژنتوجه باید به کنترل نقص های خم و چین و چروک در دیوار پرداخت شود. اگر نردبان بیش از حد طولانی باشد، ضخامت دیوار کاهش می یابد و مواد باقی مانده برداشته می شود.اگر بالا رفتن به اندازه کافی نیست و پاريسون خیلی کوتاه است، نمیتونه بزرگ بشه.
2) پدیده چروک
هنگامی که پاریسون به طول خاصی کاهش می یابد، به این دلیل رخ می دهد که ذوب بالای پاریسون نمی تواند وزن پاریسون را تحمل کند و استرس محوری را ایجاد می کند؛ به طور کلی،قدرت ذوب شدن بالاتر است، گسترش قطر پاریسون کوچک است، نرخ اکستروژن بالا است، و شکاف مچ بزرگ است. برخی از کمک به بهبود چین و چروک.
3) ضخامت دیواری نامناسب
مشکل دیگر این است که زمانی که دیوار پایین می آید، ضخامت دیوار نامنظم است. معمولا یک مغز شش گوشه ای بر روی قالب سر ماشین نصب می شود.که می تواند برای تنظیم فاصله بین لوله و قطره استفاده شود.
4) خروجی
برای به دست آوردن یک کیفیت سطح خوب از قطعات، شما باید به خروجی توجه کنید. به عنوان مثال، مواد PE در سطح قالب شسته می شود،و اندازه ذرات شن و ماسه کمتر از 180# است، و قالب ضربه از پلاستیک سخت برای حفره های خروجی، سوزن خروجی و خروجی استفاده می شود علاوه بر این، افزایش فشار انفجار نیز برای بهبود ظاهر محصول مفید است.
گروه ماشین آلات و قالب داوسون
*** کارشناس ماشین آلات قالب دهی با فشار ***
مشتریان ما در سراسر جهان هستند.
ویتنام، استرالیا، اندونزی، مالزی، تایلند، سریلانکا، قزاقستان، روسیه، امارات متحده عربی، عربستان سعودی، مالتا، رومانی، ایتالیا، هند، سوریه، اتیوپی، مصر، سودان، تونس، الجزایر، کنیا، نیجریه،آفریقای جنوبی، زیمبابوه ، مکزیک ، گواتمالا ، اکوادور ، کلمبیا ، ونزوئلا ، پرو...
قالب ماشین قالب سازی انفجاری/ قالب ماشین قالب سازی تزریقی
| خودکار از بین بردن نور | √ |
| بدون باز کردن اتوماتیک |
![]()


 english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย
 বাংলা
বাংলা
 فارسی
فارسی
 polski
polski